
Digital Transformation for Manufacturing: Benefits, Technologies, and Implementation Roadmap
Digital transformation for manufacturing is no longer experimental—it’s a survival requirement.
Manufacturing companies are investing heavily in digital technologies, with the manufacturing industry projected to account for a leading share of global digital transformation spending, which IDC forecasts will exceed $3.4 trillion by 2027.
Industry reports indicate that these facilities outperform their peers. These aren’t marginal gains. They represent structural competitive advantages that late adopters struggle to match.
In this article, we’ll break down what manufacturing digital transformation means, the key benefits you can expect, key technologies driving change, real examples, common challenges, and a practical roadmap for your digital transformation journey over the next 18 to 36 months.
Key Takeaways
- Digital transformation goes beyond digitising processes. It redesigns workflows, roles, and operations around data.
- Manufacturers who scale initiatives beyond pilots achieve higher efficiency, faster time-to-market, and measurable ESG performance.
- Core technologies like IIoT, AI, digital twins, and cloud platforms enable predictive maintenance, quality control, and operational efficiency.
- Partnering with Allied Solutions accelerates implementation, reduces risk, and maximises business impact.
What is Digital Transformation for Manufacturing?
Digital transformation for manufacturing is the strategic integration of cloud computing, Industrial Internet of Things (IIoT), artificial intelligence, machine learning, automation, and advanced technologies across end-to-end manufacturing operations—from product design through production, logistics, and after-sales service.
This goes beyond digitising manual processes. True manufacturing digital transformation means redesigning manufacturing workflows, roles, and business operations around data and connectivity.
Think smart manufacturing environments where machines communicate autonomously, uptime is sold instead of equipment, and engineers fix issues remotely from anywhere.
The contrast between legacy and transformed manufacturing plants is stark:
|
Traditional Manufacturing |
Digitally Transformed Manufacturing |
|
Paper travellers tracking production processes |
Connected assets streaming real-time data to unified platforms |
|
Manual processes for quality control |
Digital systems with automated inspection and traceability |
|
Reactive maintenance costs after breakdowns |
Predictive maintenance catches failures days before they happen |
|
Siloed MES and ERP systems |
Integrated digital solutions connecting the factory floor to supply chain management |
|
Outdated systems requiring physical checks |
Digital twins simulating production scenarios before physical changes |
Why Manufacturing Digital Transformation Matters Now
The urgency isn’t driven by technology trends alone. Compounding external pressures make the status quo unsustainable for manufacturing organisations.
Since COVID-19, supply chain disruptions have become the norm. Energy price volatility squeezed margins. Labour shortages persist in manufacturing plants worldwide.
Meanwhile, stricter sustainability regulations require manufacturing companies to prove environmental performance with verifiable data.
For Malaysian manufacturers and those across Southeast Asia, these pressures are particularly acute. As the country advances its National Fourth Industrial Revolution (4IR) Policy and Industry4WRD initiative, businesses face both opportunities and competitive pressures to modernise operations. The region’s position as a critical node in global electronics, automotive, and medical device supply chains means digital transformation isn’t just about internal efficiency—it’s about maintaining relevance in increasingly sophisticated value chains.
Manufacturing will remain the top industry for digital transformation spending through 2027. Yet only about one-third of manufacturers have scaled their initiatives beyond pilots, leaving many stuck in ‘pilot purgatory.’ Those who succeed gain clear advantages: more efficient production, faster time-to-market, better supply chain visibility, and measurable ESG performance.
Digital transformation has moved from an innovation project to a requirement for manufacturing firms wanting to remain competitive.
Key Benefits of Digital Transformation of Manufacturing
Source: AI Generated
The benefits of manufacturing digital transformation are quantifiable and tied to hard metrics: OEE, OTIF, cost per unit, changeover time, and scrap rate.
When digital transformation efforts align with business value, benefits typically appear within 6 to 18 months.
Operational Efficiency and Productivity Gains
Real-time data, advanced planning, and automation increase throughput by 10% to 30%. AI-assisted production scheduling reduces machine idle time. Automated material handling via autonomous mobile robots eliminates micro-stoppages.
For example, a manufacturing environment running at 60% OEE can reach 75% OEE within 12 months by implementing connected equipment monitoring and AI-driven scheduling.
In this case, digital transformation in manufacturing directly improves production efficiency without adding capacity.
Cost Savings and Margin Improvement
Digital transformation can significantly reduce manufacturing costs. For example, predictive maintenance allows plants to anticipate equipment issues before they become emergencies, helping avoid costly unplanned downtime.
AI-driven scheduling in food and consumer goods factories can streamline production sequences, cut changeover time, and improve overall efficiency.
Similarly, connected equipment and analytics help companies forecast demand more accurately, reducing excess inventory and associated carrying costs.
In practical terms, a medium-sized manufacturer adopting these digital tools could see noticeable improvements in operational efficiency and gross margins over time.
Quality Control and Product Quality
Image-based inspection, in-line sensors, and digital traceability lower defect rates by 20% to 40%. Vision systems combined with machine learning detect micro-defects that human inspectors miss during long shifts. End-to-end data analysis enables tracing quality issues to specific process steps, material batches, and equipment conditions. With this, recurring failures become fixable root causes.
Workforce Safety and Business Growth
Robotic systems, cobots, augmented reality training, and real-time monitoring reduce accidents by removing workers from hazardous tasks.
Virtual reality simulations train workers in chemical handling and emergency procedures without exposing them to actual risk. Safer, less monotonous work helps attract younger workers expecting digital tools as standard, which is critical for recruitment and business growth.
Sustainability and Resilience
Digitally optimised factories can use resources more efficiently. They reduce energy and water consumption and cut carbon emissions. Digital transformation also makes operations more resilient. Companies gain better supply chain visibility, can plan scenarios using digital twins, and receive automated alerts for disruptions.
Core Technologies Powering Manufacturing’s Digital Shift
A successful digital transformation strategy combines multiple emerging technologies rather than deploying them all simultaneously.
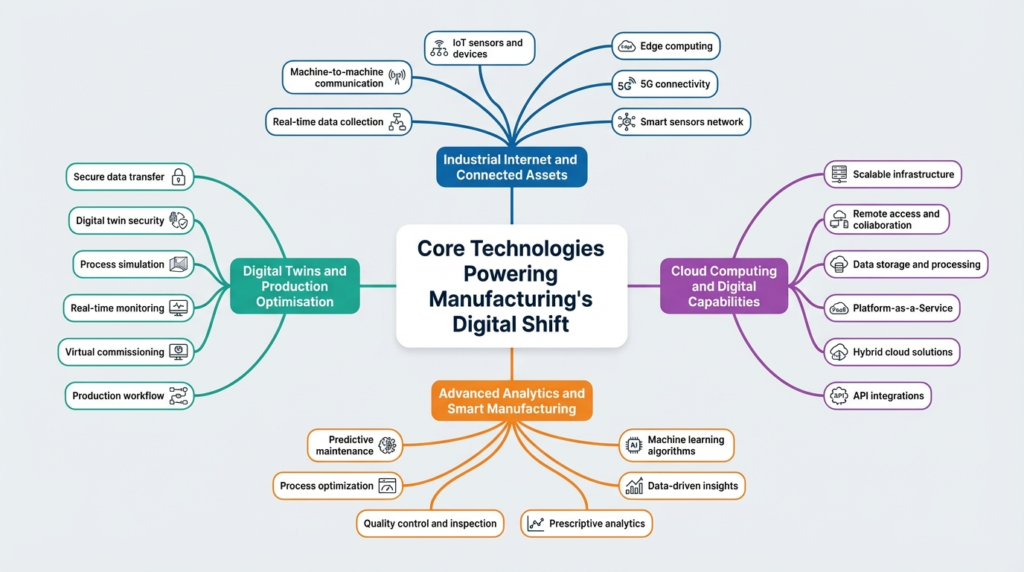
Industrial Internet and Connected Assets
The industrial internet networks connected machines, streaming temperature, vibration, pressure, and energy consumption data in real time. Deployments start with retrofitting legacy equipment, such as vibration sensors on motors and smart meters measuring power, to enable predictive maintenance by triggering work orders when patterns indicate bearing wear.
At Allied Solutions, we specialise in industrial IoT integration and Manufacturing software (SCADA, Historian, MES etc) that enable seamless connectivity across legacy and modern equipment.
Cloud Computing and Digital Capabilities
Manufacturing companies are shifting MES, analytics, and digital twins to cloud or hybrid architectures to improve scalability and ease integration. Manufacturing data platforms unify data from ERP, MES, QMS, and factory-floor equipment, breaking down silos that separate production data from supply chain management.
Many manufacturers adopt hybrid patterns: edge computing for low-latency control, cloud computing for data analysis and storage, balancing digital capabilities with operational technology requirements.
Advanced Analytics and Smart Manufacturing
Artificial intelligence and machine learning models use real-time data to predict failures, optimise schedules, and identify quality issues before escalation. Applications include predictive maintenance (ML models that predict compressor failures days in advance), AI schedulers that generate optimal sequences in minutes, and vision systems that detect defects at line speed.
From 2020-2024, manufacturing organisations moved AI from pilots into embedded MES workflows, a key enabler of successful digital transformation.
Digital Twins and Production Optimisation
Digital twins are virtual representations of assets or plants continuously updated with real-time data to simulate performance. Applications include simulating product mix impacts on bottlenecks, testing new layouts virtually to minimise capital investment, and optimising energy consumption by modelling thermal dynamics.
Digital twins became mainstream in automotive and aerospace between 2018 and 2024, now accessible to mid-size manufacturers through cloud platforms. The power lies in “what-if” scenarios that answer questions in minutes.
Real-World Digital Transformation Examples
Automotive Components: Predictive Maintenance Success
A mid-sized Tier-1 automotive supplier experienced unexpected spindle failures, resulting in 12-15 hours of unplanned monthly downtime, eroding customer satisfaction and increasing maintenance costs.
Starting in 2022, the plant deployed IIoT vibration and temperature sensors on 40 critical machines. Data streamed to a cloud platform running machine learning models predicting failures 3-5 days in advance.
Results after 12 months: 30% reduction in unplanned downtime, OEE improvement from 62% to 74%, and 8-10 percentage point OTIF improvement.
Food Manufacturing: AI Scheduling and Waste Reduction
A large food manufacturer struggled with production line scheduling—planners relied on spreadsheets, resulting in 5-7% scrap due to changeover losses. In 2023, they implemented an AI scheduling engine connected to MES and ERP, generating constraint-aware schedules in minutes.
First-year outcomes: 15-20% reduction in production costs, 10%+ reduction in changeover time, and 3-4 percentage point yield improvement. Planners shifted from manual work to scenario evaluation, optimising for energy consumption and material constraints.
Common Challenges in Manufacturing Digital Transformation
Manufacturing organisations encounter similar obstacles that digital transformation initiatives must address:
- Technology pilots often focus on tools rather than value. Tie quick wins to KPIs.
- Legacy systems hinder data flow. Use middleware, standardise hierarchies, and clean data early.
- Workers need digital skills. Provide training, micro-learning, and clear career paths.
- Culture and change management are key. Leverage leadership support and outcome-based incentives.
- OT–IT integration increases cybersecurity risks. Implement zero-trust, segmentation, and regular patching.
These challenges might sound straightforward, but in reality, they’re complex and interconnected. That’s why partnering with an experienced digital transformation provider makes implementation faster, smoother, and more successful.
Practical Roadmap for Your Digital Transformation Journey
This roadmap spans 18-36 months, with realistic timelines: 3-4 months for assessment, 6-12 months for pilots, and 2-3 years for multi-site scale-up.
Digital Transformation Implementation Timeline
|
Phase |
Duration |
Key Activities |
Success Metrics |
|
Assess & Plan |
3-4 months |
Current state mapping, maturity assessment, and define 3-5 measurable goals |
Clear digital transformation strategy, prioritised use cases |
|
Pilot & Prove |
6-12 months |
Implement 2-4 pilots, baseline measurements, workforce training, and document outcomes |
Quantified improvements in OEE, quality, and costs |
|
Scale & Standardize |
12-24 months |
Roll out proven playbooks, strengthen digital backbone, coordinate through PMO |
Multi-site adoption, standardised digital systems |
|
Embed & Optimise |
Ongoing |
Continuous improvement, emerging tech experimentation, model retraining |
Self-sustaining digital capabilities, compounding returns |
Below is a five-step guide that helps organisations move from assessing current operations to embedding continuous improvement, ensuring digital initiatives deliver measurable value.
Step 1: Assess Current State and Define Goals
Map workflows, systems, and pain points, then set 3–5 measurable goals while noting budget, regulatory, and infrastructure constraints.
Step 2: Prioritise Use Cases and Architecture
Select high-value use cases and pilots, define target architecture, and draft an investment roadmap with realistic benefits.
Step 3: Pilot and Prove Value
Run pilots with clear KPIs, include workforce training, measure outcomes rigorously, and avoid over-customisation for easier scaling.
Step 4: Scale Across Operations
Turn successful pilots into standardised playbooks, upgrade digital infrastructure, and leverage early adopter sites for knowledge sharing.
Step 5: Embed Continuous Improvement
Maintain digital as an ongoing capability with portfolio reviews, experimentation budgets, communities of practice, and continuous KPI monitoring.
Digital Transformation in Manufacturing is the Future
Digital transformation is no longer optional for manufacturers. It drives efficiency, quality, safety, sustainability, and competitiveness.
Looking ahead, technology trends such as 5G networks, autonomous production, and AI-driven analytics will further accelerate smart manufacturing.
Organisations that start today by assessing current operations, selecting high-value initiatives, and scaling them effectively will see measurable benefits within months and long-term advantages over peers.
Companies that start now and work with experienced partners like Allied Solutions can implement digital initiatives faster, maximise ROI, and stay ahead of the competition.
Companies that start now and work with experienced partners like Allied Solutions can implement digital initiatives faster, maximise ROI, and stay ahead of the competition. Based in Singapore with extensive operations across Malaysia and Southeast Asia, we bring proven expertise in Manufacturing Execution Systems, industrial IoT integration, AI-powered scheduling and industrial cyber-security.
Our team has successfully helped manufacturers across automotive, food processing, electronics, and chemicals achieve measurable improvements in efficiency, quality, and profitability. Talk to us today to explore how we can help your manufacturing transformation succeed across automotive, food & beverage, Pharmaceutical, electronics and chemical industries.